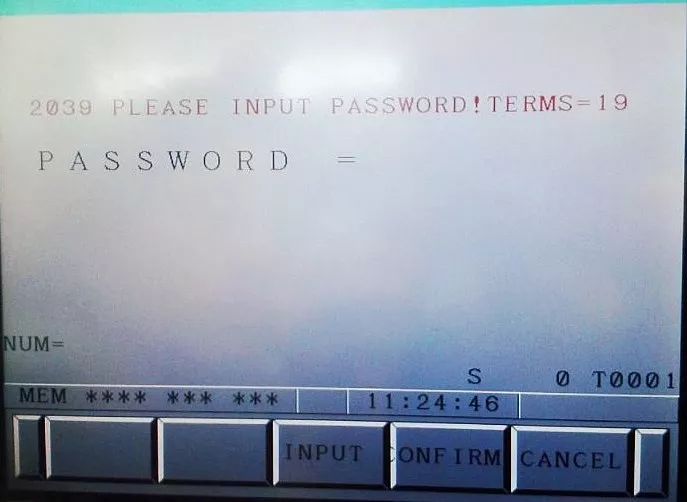
在现实工作中,大多数CNC机床在出厂的时候系统里都有自带自动锁死的功能,而小工了解到的情况下是:因为数控机床大多数都是价格昂贵,少则十几万,多则几十万,甚至上百万,在很多时候我们买机床的时候并没有那么多钱,那怎么办?
所以就有了按揭,首付款付完,机床就可以拉回家了,在约定好的时间内,买家按时付款以后卖家会发一个解锁密码过来进行解锁,如果没有按时完成付款,机床会在设定的时间内自动锁死(当然,机床不会在功罪过程中突然锁住,而是待某个零件加工完成以后,或者第二天开始,机床系统就会锁定无法工作)。
但是今天小工给大家带来的文章并不仅仅是一个分期付款锁定那么简单了,大家认真阅读下面文章吧,看看多年机械制造行业的你有没有遇到过这样的情况?

为什么要锁死机床?
在中国市场上,带有自动锁死设备的机床,一般以日式设备居多,而德国制造的机床,对此限制反而宽松很多。
60多年来,虽然国际环境和形势不断发生变化,但日本针对中国实施的严格的技术出口审查和管制政策一直延续至今。
1994年3月31日,“巴统宣告”解散后,日本又与美国等30多个国家在海牙附近的瓦瑟纳共同签署了《关于常规武器与两用产品和技术出口管制的瓦瑟纳协定》(WA,简称《瓦瑟纳协定》),通过新的多边出口管制机制对伊朗、朝鲜等国实施严格的技术出口管制。
只有白色国家(26个)可以出口不受限制,俄罗斯,印度,中国都在限制范围之内,日本企业向这些国家出口机械需要经产省审查,主要担心被应用到特殊加工上。所以,我们就看到诸如马扎克,森精机以及它主导的德玛吉出口的五轴联动高精度数控机床,就会带有自动锁死的装置。
那么,这种自动锁死的功能是如何实现的呢?
业界比较流行的说明有两种:有人说是安装的GPS定位模块,也有人说是安装了陀螺仪或者水平仪,装置感应到机床晃动超过一定角度,就会将系统锁死,需要密码解锁。然而,小编仔细想了想并请教了几位安装调试的工程师朋友,都一致认为第一种说法是有问题的。
机床是安装在室内的,高精尖的设备甚至可能会单独一间,GPS信号差也就成为了家常便饭,如果在安装时就得不到GPS信号,那对厂家来说简直就是噩梦了。一般必须在室外信号良好的地方才能稳定地定位,室内辅助定位需要通过移动通讯基站进行,所以机场生产商不会使用无信的定位方式。需要验证是不是这样很简单,买个信号干扰设备就能屏蔽基站通信,机床肯定不会被锁住,生产商不会蠢到依赖这种东西。所以,安装陀螺仪或者电子水平仪才是机床能够实现自动锁死功能的真正原因,不排除极少部分拥有技术实力的机床制造商加入了GPS通讯模块,但毕竟不是主流。
最后一个问题,为防止机械移动而设置的自动锁死模块,它的实际意义在哪里?能够真的防止厂商变更生产用途吗?
常见的说法是,日方为了防止中国军方以名企为幌子,购买高端设备进行武器零部件加工,所以防止机床被挪动到兵工厂里去,安装了自动锁死装置。这个理由想想都很牵强,机床不挪动,但工件可以挪动啊,完全起不到技术保密的效果。小工以前见过一些日本进口高端机,后面的警告牌上贴着日文,写着禁止用于军工产品加工。
其实,自动锁死这样的功能在今天象征意义远远大于实际意义,属于冷战时代的产物。而苏联早已解体,其主导社会主义的社会主义正营也早已不复存在。在新世纪到来,世界经济一体化越来越加快的今天,大家都同住地球村一起发大财了。
不过,到是在美国的一些机床企业,比如用HAAS(哈斯)牌加工机,公司所有CNC都是分期付款。出厂前机器预设了到期停机,如果下期账单已付,就打电话到客服拿一个code输入机床即可。如果下期账单未付,GPS可定位到这款机场,自动锁死机器。
网友说法:@大魔法挊:
一、日本的机床,MAZAK也好,MORI也好,装的应该是陀螺仪或者水平仪,我和安装调试的工程师聊过,装置感应到超过一定角度,就会将系统锁死,需要密码解锁。包括像高端的七轴五联动的车铣复合都没有GPS,更何况题主的这种技术含量低的三轴立加。这也就是为什么采购了日本机床,移机需要向日本机床公司提交相应的移机手续,由日本机床公司向日本经产省报备。如果真安装了GPS,日本经产省就不需要花这么大精力出口的时候严格的审查了。
二、GPS只是个接收模块,没有通讯功能,需要通讯的话必须借助电信网络或移动通讯。——注:感谢任易童鞋的评论,他认为,GPS可以不需要通讯功能,只要有内置芯片判定位置即可。我觉得这挺有道理,从技术上来说应该是可行的。但是机床是安装在室内的,高精尖的设备甚至可能会单独一间,GPS信号差也就成了家常便饭,如果在安装时就得不到GPS信号,那对厂家来说简直就是噩梦。一般必须在室外信号良好的地方才能稳定地定位,室内辅助定位需要通过移动通讯基站进行。