| 详细介绍:
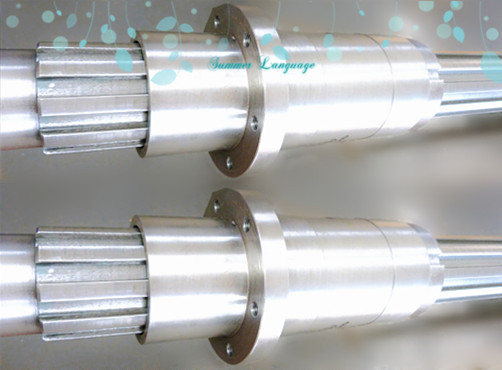
花键轴随着齿轮制造精度的不断提高,原有的花键轴定位方式已不能满足不断提高的精度要求,在国外已普遍采用了内径定心花键,并且制定了国家标准。内径定心花键轴的优点之一是,花键孔的定心基准加工工艺性好,容易达到较高的精度,也易于保障,定心精度高。对于花键孔齿轮,可以获得稳定可靠的加工基准,从而保证了齿轮精度加工过程中精度的稳定性。我厂自MAZAK产品上线以来,在S1―253等新产品中推广了内径定心花键结构,得到了明显的效果。
生产实践证明:齿轮花键孔采用内径定心是提高花键孔齿轮制造精度的有效措施之一,也是最可靠的保证之一。我厂生产的齿轮大部分是要经过淬火处理的,外径定心的齿轮在通过热处理,产生的变形,仅靠花键推力的校正,很难达到较高的技术要求,内径定心的齿轮虽然也面对这样的问题,但是其内径的变形可以用孔的精加工,比如内圆磨床来精确修正,精度能得到有效的保证。由于淬火变形和磨孔工艺中产生的误差,使花键孔键槽变窄,键槽不等分,给齿轮装配工作造成很大困难,齿轮做到互换性也很困难。随着内径定心花键的广泛采用,会使装配的工作量大大减少,以往采用外径定心时,在齿轮装配时,需要花费大量工时去修整花键孔或花键轴,同时还会破坏花键孔与花键轴的配合精度,影响齿轮的装配质量和整机质量。为尽量减少内径定心花键孔加工过程中产生的误差和变形,减轻装配工序的工作量,保证装配的质量和齿轮加工质量,我们试验研究了内径定心花键孔键侧校正工艺。经实践证明,内径定心花键孔键侧校正工艺,基本保证了花键孔的精度,取得了较好的效果花键联结主要有渐开线,三角形,矩形联结。花键量规是检验花键轴与花键套用的测量工具,通常有以下几种。 1,检验花键轴综合误差的花键套规。 2,检验花键轴套综合误差的花健综合塞规 3,检验花键齿厚(或槽宽)极限尺寸的通,止端赛规。渐开线花键塞规一般是利用滚挤的成形耖轮,在平面磨床或花键磨床)磨制齿形。其精度取决于成形砂轮,光学分度头。
|





