商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在机床母机网上看到的,谢谢!

销售电话:陈经理 133-8215-0072
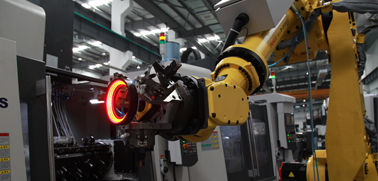
箱盖类零件加工自动线
该自动线由8台设备,4台关节机器人组成,采用先进的视觉识别技术,能智能识别多种工件,以及进行产品在线检测,实现产品尺寸自动检测,并自动选择相应机床、夹具及程序进行加工,自动清洗产品,达到全过程柔性加工,能完成十多种箱盖类零件从毛坯到成品的自动生产。
01、性能优越的关节机器人
在较小的空间里,快速完成工件的搬运。
02、工件智能识别
采用先进智能识别技术,智能识别多种加工工件。
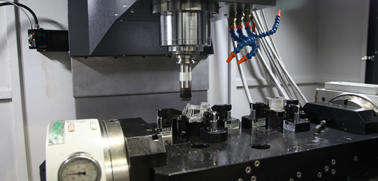
03、多工位夹具
可适应多种工件的装夹。
04、抽检
自动线配备人工抽检工位,可设置抽检频次,机械手将将加工完成的零件放入抽检工位。