
���Ը������������Ƴ�Ʒ�ܸɸ���ô��
��Ʒ�۸���0������ң�

�������ƣ�����ŵ���°�װ����˾
��ϵ�ˣ���������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2476067640@qq.com
��ϵ��ַ��
�ʱࣺ
��ϵ��ʱ����˵���ڻ���ĸ�����Ͽ����ģ�лл��
��Ʒ����
���Ը������������Ƴ�Ʒ�ܸɸ���ô��
ԭ���ϵĸ������������ɷֳɸ��Ը�����������ʪ�Ը��������������Ը�����������Ӧ��һ�ֽ����ڰ����ʩ�����ȸ��꣬����ȥ�л��ܼ��������˽���ճ���Ժ���ͬ��һ�ְ�Ŀ�չ���������������Ը������������Ƴ�Ʒ��ɬ��״�������������Ҷ������������Ǹ��������������Ʒȫ�Զ���װ���������������Ƴɵİ�װ���ſڼ���.
PEĤ�ڵ�ˬ������ʧ�ʴ�
���Ը���������һ��ѡ�õ��Ƕ�Һ��ӳ��ճ������������������Ҫ��չ�ߜظɹ̣��������ܴ�ĸ�����������ѹǿ�ȡ���PEĤ�ڵ�ˬ��������Ϊ�ɹ̜ضȵ�ת���ת�䣬��һ���ض��£���ˬ��������ϱ�Ĥ������������㣬���ӷ����ض�Խ�ߣ�����ת��Խ��ˬ������ʧ�ʾ�Խ�ܺ����� ��Ʒ��ɬ��������һ������Ӧ�á�
һ�㸴�ϴ��»��������Ħ����������0.01~0.30������ɣ�50~60�棩3~�����Ħ���������п�������Ϊ0.35~0.70������30���·�������һ���º��Կ�ά����0.3֮�ڣ��ɴ˿ɼ��ضȶ�Ħ��������Σ������� ������ҵĜض�һ��Ҫ�Ͽ���45~55���м䣬���������������ɕr�仹Ҫ���Կ��ơ�
������֬�ͺ���ѡ����������Ľϱ��籡�����30��mʱ���ϴ�������Ժ�dz����׳��F�ſ�Ƿ�ѵ�״�������ڼٶ����ȫ��������ҵ������ӷ��Ļ�ˬ��������һ���ģ�����Ϊ����Ĥ��ҵ��������л�ˬʹ�������٣����������������ľ�����ԱȺ�����ϱ�Ĥ�١������㹲����Ĥʱ���������ʶ�������ˬ���ijɷ֣�ȷ�����ϴ����ſ��ԡ�
���⣬Ҫ������Ʒ�IJ�һ����Ҫ��;����ѡ��һ���ĵ��ϣ���ֹ��Ϊ������֬�ͺ���ѡ���ƶ����µ���Ʒ��ɬ����Ĥ�����������Ѵ��п��ڼ���������Ĥ������������ſ��ԣ���ע�ܼ��������������������������ģ������в�����һ�п��ڼ�������Ӧ��ע�ܼ���LDPE����Ĥ����Ϊԭ���Ͽ����Л]�п��ڼ�����˾������ſڡ�����ѡ�����˵�ע��Ĥ����Ҳ���к��п���Ӧ�õ���LDPE�����������ʺܿ����Ǹ�ʽ�������϶����У���Ȼ���ڼ��������еijɷַdz��٣��ſ��Ե�ȻҲ�ͽ�����
�����л��ܼ������л��ܼ��Ծ�ϩ�������ܣ������ճ�����������ƴ����������ȥ�İ�װ�������ſڣ���һ���������ڽ�����������Ĥ�м�߀���в����Ļ�ˬ�Եġ�
�ž�֧����������ʱ�����F������״����ͬһ��Ĥ������װ�������������ſ���������������о��һ�����ſ��ԡ����Ƿž�֧������һ�����µġ�
������˵���Ӻ�ɬ�������ϴ��Ӧ����չ������Ѱ�Һ����ķ�����ʩ���Ӹ����������ӹ������϶���Ӧ����֤��
1�������ȹ������������ضȣ�һ����35~40���м䣻
2��������Ʒ�ž�����ѹ����
3������Σ��Ʒ�ʵ�ǰ������������ѡ�������¶ȵ�Ȼ��ɣ����������ɹ��ң�
4����ɺ����Ʒ����չ������װ�����������÷�10h���Ǹ������ٿ�չ�������ӹ���
ԭ���ϵĸ������������ɷֳɸ��Ը�����������ʪ�Ը��������������Ը�����������Ӧ��һ�ֽ����ڰ����ʩ�����ȸ��꣬����ȥ�л��ܼ��������˽���ճ���Ժ���ͬ��һ�ְ�Ŀ�չ���������������Ը������������Ƴ�Ʒ��ɬ��״�������������Ҷ������������Ǹ��������������Ʒȫ�Զ���װ���������������Ƴɵİ�װ���ſڼ���.
PEĤ�ڵ�ˬ������ʧ�ʴ�
���Ը���������һ��ѡ�õ��Ƕ�Һ��ӳ��ճ������������������Ҫ��չ�ߜظɹ̣��������ܴ�ĸ�����������ѹǿ�ȡ���PEĤ�ڵ�ˬ��������Ϊ�ɹ̜ضȵ�ת���ת�䣬��һ���ض��£���ˬ��������ϱ�Ĥ������������㣬���ӷ����ض�Խ�ߣ�����ת��Խ��ˬ������ʧ�ʾ�Խ�ܺ����� ��Ʒ��ɬ��������һ������Ӧ�á�
һ�㸴�ϴ��»��������Ħ����������0.01~0.30������ɣ�50~60�棩3~�����Ħ���������п�������Ϊ0.35~0.70������30���·�������һ���º��Կ�ά����0.3֮�ڣ��ɴ˿ɼ��ضȶ�Ħ��������Σ������� ������ҵĜض�һ��Ҫ�Ͽ���45~55���м䣬���������������ɕr�仹Ҫ���Կ��ơ�
������֬�ͺ���ѡ����������Ľϱ��籡�����30��mʱ���ϴ�������Ժ�dz����׳��F�ſ�Ƿ�ѵ�״�������ڼٶ����ȫ��������ҵ������ӷ��Ļ�ˬ��������һ���ģ�����Ϊ����Ĥ��ҵ��������л�ˬʹ�������٣����������������ľ�����ԱȺ�����ϱ�Ĥ�١������㹲����Ĥʱ���������ʶ�������ˬ���ijɷ֣�ȷ�����ϴ����ſ��ԡ�
���⣬Ҫ������Ʒ�IJ�һ����Ҫ��;����ѡ��һ���ĵ��ϣ���ֹ��Ϊ������֬�ͺ���ѡ���ƶ����µ���Ʒ��ɬ����Ĥ�����������Ѵ��п��ڼ���������Ĥ������������ſ��ԣ���ע�ܼ��������������������������ģ������в�����һ�п��ڼ�������Ӧ��ע�ܼ���LDPE����Ĥ����Ϊԭ���Ͽ����Л]�п��ڼ�����˾������ſڡ�����ѡ�����˵�ע��Ĥ����Ҳ���к��п���Ӧ�õ���LDPE�����������ʺܿ����Ǹ�ʽ�������϶����У���Ȼ���ڼ��������еijɷַdz��٣��ſ��Ե�ȻҲ�ͽ�����
�����л��ܼ������л��ܼ��Ծ�ϩ�������ܣ������ճ�����������ƴ����������ȥ�İ�װ�������ſڣ���һ���������ڽ�����������Ĥ�м�߀���в����Ļ�ˬ�Եġ�
�ž�֧����������ʱ�����F������״����ͬһ��Ĥ������װ�������������ſ���������������о��һ�����ſ��ԡ����Ƿž�֧������һ�����µġ�
������˵���Ӻ�ɬ�������ϴ��Ӧ����չ������Ѱ�Һ����ķ�����ʩ���Ӹ����������ӹ������϶���Ӧ����֤��
1�������ȹ������������ضȣ�һ����35~40���м䣻
2��������Ʒ�ž�����ѹ����
3������Σ��Ʒ�ʵ�ǰ������������ѡ�������¶ȵ�Ȼ��ɣ����������ɹ��ң�
4����ɺ����Ʒ����չ������װ�����������÷�10h���Ǹ������ٿ�չ�������ӹ���
����ѯ��/����
��Ʒ�Ƽ�
-
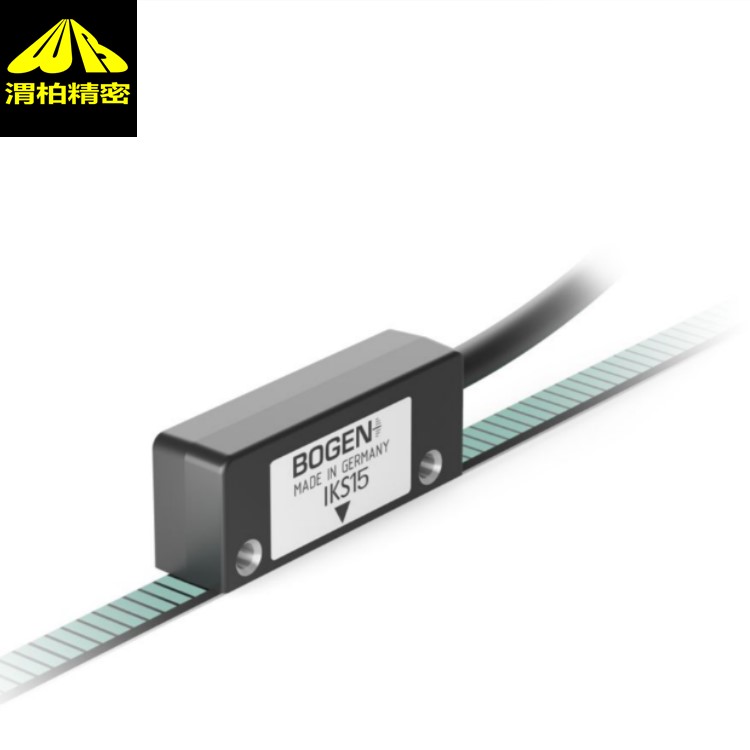
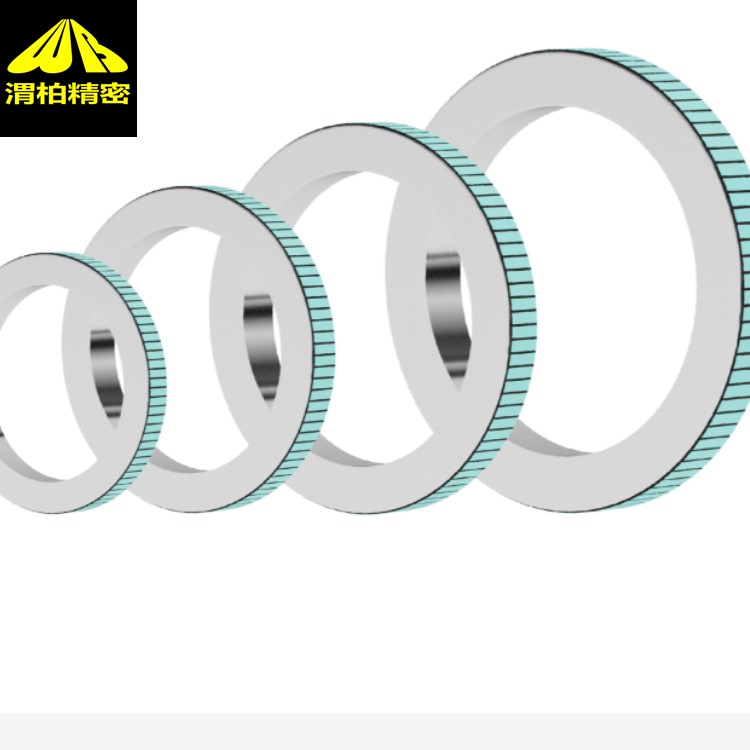
�¹�BOGEN��դ�� bogen
-
BOGEN�Ż���bogen�Ż�R
-
�й�μ�ش���BOGEN�ųߵĹ���
-
����BOGEN��ͷ��Bogen��

-
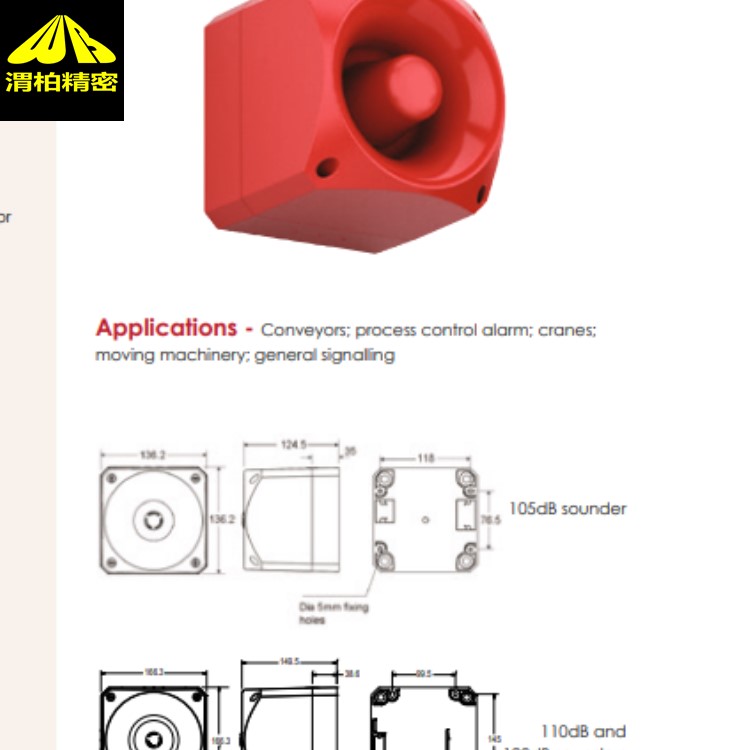
Klaxon̽���Ǽ�klaxon

-
Ӣ��Klaxon��ѱ����� k
-
����Klaxon��������klax

-
�й�μ�ش���Taconova���

-
��ʿTaconovaƽ�ⷧ������

-
μ�ش���Taconovaִ������

-
����Taconova�����ƽ�����

-
�����OLEOTEC���ֱú�VS

-
OLEOTEC��ѹ��ͷ��oleo

-
μ��OLEOTECѹ������ole

-
����OLEOTEC���� oleo

��Ʒ�Ƽ�
-
�¹�BOGEN��դ�� bogen
-
BOGEN�Ż���bogen�Ż�R
-
�й�μ�ش���BOGEN�ųߵĹ���
-
����BOGEN��ͷ��Bogen��
-
Klaxon̽���Ǽ�klaxon
-
Ӣ��Klaxon��ѱ����� k
-
����Klaxon��������klax
-
�й�μ�ش���Taconova���
-
��ʿTaconovaƽ�ⷧ������
-
μ�ش���Taconovaִ������
-
����Taconova�����ƽ�����
-
�����OLEOTEC���ֱú�VS
-
OLEOTEC��ѹ��ͷ��oleo
-
μ��OLEOTECѹ������ole
-
����OLEOTEC���� oleo