

�������ƣ�Ŧ������װ�������ݣ�����˾
��ϵ�ˣ��¾�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺136946316@qq.com
��ϵ��ַ������ʡ ������ �й�����ʡ�����и������Ƽ��������·69��
�ʱࣺ00000
��ϵ��ʱ����˵���ڻ���ĸ�����Ͽ����ģ�лл��

|

|
|
|
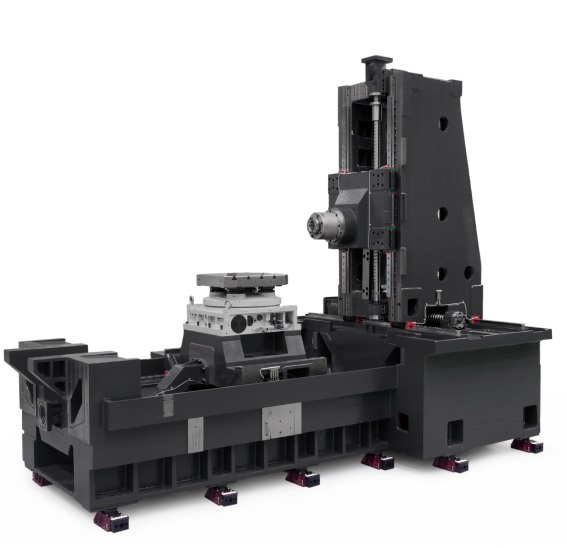
01���߸��Ե�������� ���֧�š�������ơ�M�ͽ�֣�����������״̬�ѣ�ǿ�ȡ����ԡ�����ǿ�Ⱦ�ѡ� |
02�������ṹ ����T�ͽṹ�������, ����ṹ����, ��Ť��������ǿ�� |
|
|

|
|
|
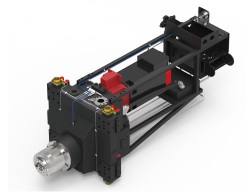
03�������� �¹�����ZF�����䣬�������ټ�˸��ٺ͵��ٴ�Ť��Ҫ�� |
04���������ᡢ˿�ܡ��������� ̨��������ᡢ˿�ܡ��������У����ȸߣ������� |
|

















|
�� �� |
��λ |
HE63S |
HE100A |
|
����̨�ߴ� |
mm |
630��630 |
1000��500 |
|
����̨����غ� |
kg |
1200 |
1800 |
|
����̨�ֶ� |
|
1���360[0.001���360000] |
1���360[0.001���360000] |
|
����̨����ʱ�� |
S |
/ |
/ |
|
����̨����������ʽ |
|
/ |
/ |
|
����̨���ת�� |
r/min |
30 |
16 |
|
���ֱ��/�߶� |
mm |
1000��1000 |
1000��550 |
|
�����г�X/Y/Z/W |
mm |
1000��850��1000 |
1000��850��1000 |
|
�������������̨���ľ��� |
mm |
120��1120 |
120��1120 |
|
��������������̨����� |
mm |
140��990 |
�C425��+425 |
|
��������ٶ�X/Y/Z |
m/min |
60 |
60 |
|
��������� |
kW |
22/26 [50/65] |
22/26 [50/65] |
|
�������ת�� |
rpm |
6000 [8000] |
6000 [8000] |
|
����Ť�� |
N.m |
770/910 [405/526] |
770/910 [405/526] |
|
������ |
|
HSK-A100 |
HSK-A100 |
|
�������� |
�� |
40����ʽ�� |
40����ʽ�� |
|
������ʽ |
|
HSK-A100 |
HSK-A100 |
|
���ֱ��/����/���� |
mm/mm/kg |
��125/450/25 |
��125/450/25 |
|
���ֱ��(�������ߣ� |
mm |
��250 |
��250 |
|
����ʱ�䣨���Ե��� |
s |
2.25 |
2.25 |
|
��ף�������̼�֣� |
mm |
��55 |
��55 |
|
��˿��������̼�֣� |
mm |
M45 |
M45 |
|
ϳ����������̼�֣� |
cm3/min |
600 |
600 |
|
��λ���ȣ�X/Y/Z�� |
mm |
0.010 |
0.010 |
|
�ظ���λ���ȣ�X/Y/Z�� |
mm |
0.006 |
0.006 |
|
��λ���ȣ�B�� |
" |
6 |
6 |
|
�ظ���λ���ȣ�B�� |
" |
2 |
2 |
|
����ϵͳ |
|
NEWAY FANUC [SIEMENS] |
NEWAY FANUC [SIEMENS] |
|
�Զ���м�� |
|
����˫������м |
����˫������м |
|
�������� |
kg |
23000 |
23000 |
-
��������������ľ����е�������

-
��������ľ����е���ռ������ܾ�

-
�������������ľ����е��Ƿ��

-
�����������ľ����е���˾��ܾ�

-
������������ľ����е���Ϸ��

-
����ʯ��ɽ��ľ����е�������Ͼ���

-
�������������ľ����е���˾��ܾ�

-
��������ض���ľ����е���˷��

-
����������������ľ����е�������

-
����������ľ����е�������˷��

-
������ƽ������ľ����е���Ͼ��ܾ�

-
����ƽ��������ľ����е���˾��ܾ�

-
�������������ľ����е���Ϸ��

-
������ͷ��������ľ����е���Ϸ��

-
����������ľ����е���ռ������

-
��������������ľ����е�������
-
��������ľ����е���ռ������ܾ�
-
�������������ľ����е��Ƿ��
-
�����������ľ����е���˾��ܾ�
-
������������ľ����е���Ϸ��
-
����ʯ��ɽ��ľ����е�������Ͼ���
-
�������������ľ����е���˾��ܾ�
-
��������ض���ľ����е���˷��
-
����������������ľ����е�������
-
����������ľ����е�������˷��
-
������ƽ������ľ����е���Ͼ��ܾ�
-
����ƽ��������ľ����е���˾��ܾ�
-
�������������ľ����е���Ϸ��
-
������ͷ��������ľ����е���Ϸ��
-
����������ľ����е���ռ������