

商铺名称:纽威数控装备(苏州)有限公司
联系人:陈经理(先生)
联系手机:
固定电话:
企业邮箱:136946316@qq.com
联系地址:江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
邮编:00000
联系我时,请说是在机床母机网上看到的,谢谢!
商品详情

销售电话:陈经理 133-8215-0072
PM系列重切型龙门加工中心
| 本机床采用龙门框架固定,工作台在床身上移动(X轴),主轴箱在滑鞍上移动(Z轴),滑鞍连同主轴箱在横梁上移动(Y轴)的结构,主轴箱采用方滑枕结构,经两级齿轮箱变速,满足低速恒扭矩和高速恒功率切削需要。主要以加工黑色和有色金属中小型复杂零件为对象,适用于航空、航天、汽车、军工、能源、信息、模具等行业的零件加工。 |

|

|
|
|
01、高刚性整体结构设计 各部件结构经有限元分析,加工精度高,性能稳定。 |
02、床身导轨 进口滚柱直线导轨,双导轨和四导轨床身结构,刚性高,动态性能好。 |
|

|
|
|
|
03、横梁导轨 大跨距铸铁镶钢阶梯导轨,抗弯抗扭能力俱佳;增加导轨滚轮卸荷装置,切削刚性好,加工精度稳定。 |
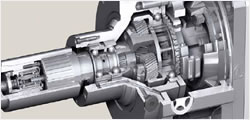
04、主变速 ZF齿轮箱和自制齿轮箱组合结构,有效提高主轴输出扭矩,适合于重切削。 |
|
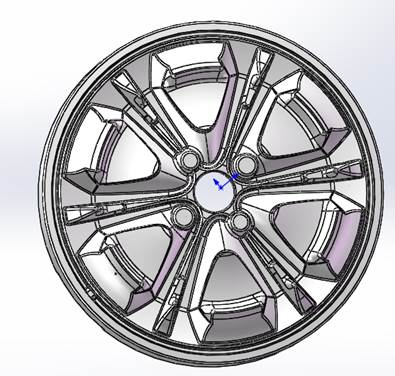
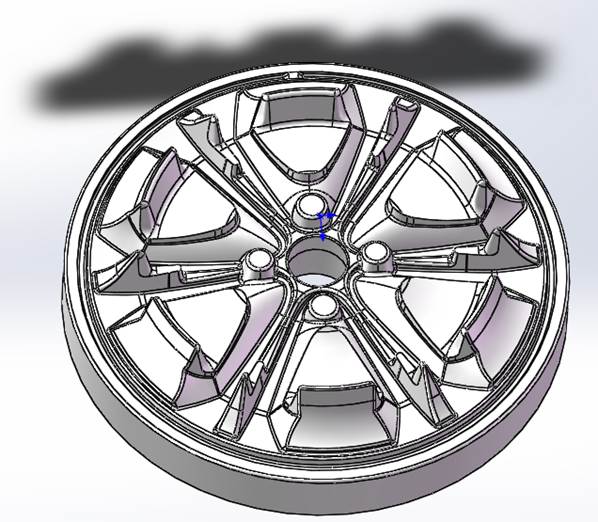
轮毂模具加工
收缩

轮胎模
收缩



缸体加工
收缩


飞机机翼
收缩



典型飞机机身零件
收缩
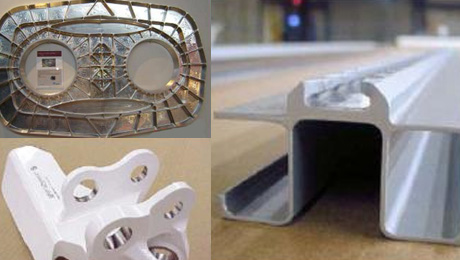
典型发动机零件
收缩


飞机机翼
收缩


在线询盘/留言













